
Sådan vælges elektroder til svejsning

Flere og flere mennesker foretrækker livet på landet frem for bylejligheder. Din gård kræver meget arbejde og vedligeholdelse. Meget ofte er der tidspunkter, hvor det er nødvendigt at svejse metal, for eksempel for at reparere et hegn. Og her, for at spare penge på at kalde svejsere, forsøger mange at mestre lysbuesvejsning på egen hånd. Artiklen vil fokusere på valget af svejseelektroder til forskellige metaller og legeringer..
Indhold:
Typer af svejsemaskiner
For at forstå, hvilken slags elektroder der er nødvendige til svejsemaskinen til bestemte job, skal du først forstå de vigtigste typer svejsning.
Alle svejsemaskiner er opdelt i to grupper:
- husholdnings svejsere kan fungere uden afbrydelse i kort tid. De er beregnet til brug fra et konventionelt 220 V netværk med en frekvens på 50 Hz, og strømstyrken er inden for 200 ampere. Disse egenskaber er nok til at svejse et hegn, porte, forstærkede rammer eller rør. Det betyder, at de er optimale for husstanden;

- professionelle svejsere er mere alsidige og kan fungere ikke kun fra 220 V, men også fra 380 V. De kan allerede afgive en strøm på mere end 200 ampere under drift. Udadtil er de lette at skelne fra husholdningens modstykker i større dimensioner. I denne forbindelse er de for nemheds skyld arbejde og bevægelse udstyret med hjul. De bruges på byggepladser, i installationen af olie- og gasledninger og i andre professionelle industrier, hvor pålidelig svejsning er påkrævet..
Funktionsprincippet for alle svejsemaskiner, uanset omkostninger, er baseret på brugen af jævnstrøm eller vekselstrøm. Denne parameter afhænger af hvilken kvalitet den resulterende søm er nødvendig, typen af metal osv..
Hidtil har svejsere føringen i popularitet, hvis arbejde udføres med en almindelig elektrode. Disse er pålidelige enheder, der har vist sig gennem årene på grund af deres enkle design, de har høj vedligeholdelsesevne..
Transformer
- En af de første modeller af en svejsemaskine, primitiv i designet. Betydningen af dets arbejde er at konvertere højspændings vekselstrøm til en mindre, hvilket resulterer i svejsning.
- Ifølge justeringsmetoden er de opdelt i flere hovedtyper: med standard magnetisk dispersion, med forøget og tyristor, udstyret med en justeringsfase. Deres største ulempe anses for at være manglende evne til at opretholde en konstant bue under svejsning. Derudover påvirker tilstedeværelsen af slaggdannelser og gasemissioner kvaliteten af svejsningen til det værre..
- Deres ulemper er deres store størrelse og vægt. Følsom over for strømstød ved højt strømforbrug. For at arbejde med det kræver erfaring og dygtighed, så viser det sig at svejse en søm af høj kvalitet. De er vant til den dag i dag, men kun til hårdt arbejde med billige metaller..

Ensrettere
- De er allerede mere perfekte end transformatorer, med deres udseende viste det sig at udelukke ulemperne ved at bruge vekselstrøm. Deres design er udstyret med en blok af halvlederdioder, som gør det muligt at konvertere en vekselstrøm fra netværket til en direkte lineær. Denne enhed er praktisk og let at bruge selv for en nybegynder, hvilket gør den populær.
- Alt dette gjorde det muligt at opnå sømme af høj kvalitet og ensartet dybde i hele deres fortsættelse. Under svejsning dannes en stabil højsikkerhedsbue, som beskytter metallet mod sprøjtemelte.
Vigtigt: alle typer elektroder er velegnede til denne svejsemaskine..
- En anden forskel fra transformeren er evnen til at svejse aluminium, lavlegering og rustfrit stål.
Det viser sig, at ensretterne er praktiske til hjemmebrug og egner sig til at arbejde med en lang række materialer..
Inverter
- De dukkede op på markedet relativt for nylig og fik straks stor popularitet. I dag er det den mest almindeligt anvendte svejsemaskine. Med deres lette vægt og kompakte størrelse har invertere høj effekt og funktionalitet. Begyndere vælger dem primært, fordi systemet til indstilling af driftstilstande er fuldt automatiseret. For fagfolk kan et sådant værktøj øge arbejdsproduktiviteten betydeligt..

- De første invertermodeller kan kun fungere ved en stabil spænding, som kan garanteres af en elektrisk generator. Moderne kolleger har allerede et mere moderniseret system. Så den har en særlig ensretter, der udjævner sinusformet strøm fra netværket til den konstante. Ydermere sendes den til inverterenheden, hvor den, som bliver formet tilbage til en skiftevis, modtager en højere frekvens. Derefter opstår der et spændingsfald i transformatorenheden, og ved at passere gennem effektretteren opnås en kraftig jævnstrøm, hvilket skaber en stabil svejsebue.
De vigtigste fordele ved inverteren omfatter:
- præcise indstillinger for forskellige typer arbejde;
- ikke afhænger af spændingsstød i netværket;
- skabe svejsede sømme af høj kvalitet;
- det er tilladt at arbejde selv med tyndvæggede metaller;
- en række ekstra funktioner, der er bekvemme at bruge: varmstart, pulssvejsning, effektstabilisator, som forhindrer maskinen i at blive overophedet og muligheden for at forhindre fastklemning af elektroden.
Vigtigt: du kan arbejde med inverteren med alle typer elektroder.
Halvautomatisk
- For at arbejde med det er elektroder ikke påkrævet, det fungerer med gas. Dette giver dig mulighed for betydeligt at fremskynde arbejdet, gøre sømmen kontinuerlig og med dyb penetration..
- I stedet for elektroder bruger den halvautomatiske maskine tråd og forskellige typer gas, som vælges i overensstemmelse med metallet.
Sådan vælges elektroder til svejsning
Kvaliteten af sømmen påvirkes ikke kun af svejsemaskinen, men også af de korrekt valgte elektroder. I dag præsenterer markedet en bred vifte af elektroder til inverter svejsning. De adskiller sig ikke kun fra belægningsmaterialet, men også ved diameteren og en række andre egenskaber, som vil blive diskuteret i denne artikel..

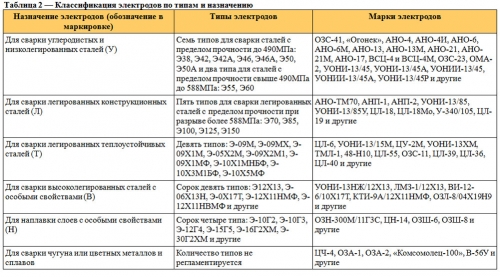
Klassificering af svejseelektroder
Elektroder er generelt opdelt i to hovedgrupper: forbrugsstoffer og ikke-forbrugsstoffer. Førstnævnte er lavet af tråd med en særlig ydre belægning, der giver en stabil svejsebue. De hjælper også med at beskytte det forarbejdede metal mod gasemissioner og slaggesprøjt. For at arbejde med rustfrit stål eller kobber er de lavet af specielle legeringer. Men til argonsvejsning anbefales det at bruge ikke-forbrugelige elektroder..
En mere detaljeret klassificering af elektroder er som følger:
- reparation eller overfladebehandling;
- svejsning af kulstof eller lavlegeret stål;
- svejsning af kobber eller kobberlegeringer;
- svejsning af støbejerns- og støbejernslegeringer;
- svejsning af aluminium og legeringer;
- arbejde med metaller, der er svære at svejse;
- svejsning af højlegeret stål;
- svejsning af legeringer med varmebestandige egenskaber.
Sådan vælges elektroder efter type stangtrådelektrodebelægning:
- hovedelektroder. Denne art er repræsenteret af den mest populære model SSSI 13/155. Med sin hjælp opnås svejsninger af høj kvalitet, kendetegnet ved mekanisk styrke og modstandsdygtighed over for dannelse af krystallisationsrevner. Hovedelektroderne er velegnede til at skabe kritiske sømme på strukturer, der er beregnet til drift under barske forhold. Men de har også deres ulemper: en forkert eksponeret bue under drift eller en våd belægning kan føre til dannelse af en porøs struktur. Derudover kan de kun betjenes med direkte omvendt strøm;
- rutilbelagte elektroder. Den mest populære type elektrode i denne gruppe er MP-3. De er designet til svejsning af kulstoffattigt metal. Deres fordel ligger i en stabil svejsebue ikke kun på direkte, men også på vekselstrøm. Uanset værkets rumlige placering er sømmen af høj kvalitet med næsten fuldstændig fravær af stænk. Det er tilladt at koge rustent eller farvet metal.
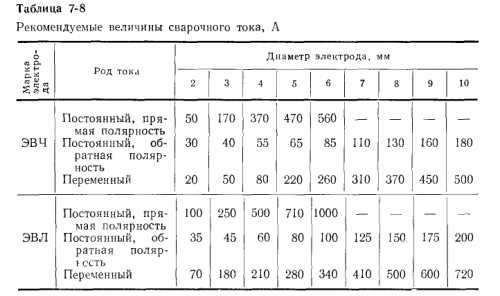
Diameter på svejseelektroder
Som nævnt ovenfor har elektroderne forskellige diametre. Denne parameter er vigtig og har den største indvirkning på svejseprocessen..

- Pointen er, at med en større diameter af elektroden vil det være muligt at svejse en større tykkelse af metallet, men det vil samtidig være nødvendigt at tilføre mere strøm..
- Den mest almindeligt anvendte størrelse er 2,5 mm, dette er tilstrækkeligt til husholdningsarbejde, da det giver dig mulighed for at svejse metal op til 4 mm tykt.
- Faktisk er der et stort udvalg af diametre, men som regel præsenteres kun de mest efterspurgte på det brede salg – fra 1,5 mm til 6,0 mm. Trinet mellem dimensionerne er 0,5 eller 1 mm. Hvis du skal købe en elektrode med en større diameter, vil det ikke være svært at bestille den i en butik..
Tip: Metallets tykkelse er ikke altid det eneste kriterium, når du vælger en elektrode. Erfarne svejsere ved, at dens egenskaber også er vigtige. Desværre kan du kun finde ud af det empirisk, da der ikke er klare instruktioner om dette. Eller prøv at finde ud af disse oplysninger på specialiserede fora eller blogs.
Efter at have besluttet valget af tykkelsen af elektroden, skal du forstå, hvordan du vælger den rigtige strøm til den, fordi disse to parametre er direkte forbundet med hinanden. Så hvis svejsestrømmen er for stærk, vil metallet simpelthen brænde igennem, og hvis det er for lavt, virker det ikke for at danne en bue. Disse anbefalinger er givet af producenten på elektrodeboksen..
Sådan vælges svejseelektroder under hensyntagen til metalets driftstilstand og egenskaber
- Først og fremmest afhænger valget af den type strøm, som arbejdet skal udføres med. I de fleste tilfælde opretter invertere en jævnstrøm, og når de tilberedes, kan elektroden tilsluttes på to måder: med direkte polaritet er elektroden forbundet til “minus”, og det svejsede metal til “plus”, med omvendt polaritet, er forbindelsen omvendt.
- I det første tilfælde vil varmeproduktionen være højere, hvilket især er godt for tyktvægget stål eller store dele, men det er ikke altid tilrådeligt. For eksempel vælges omvendt polaritet ved svejsning af tyndt plade for at reducere risikoen for gennembrænding. Og når man arbejder med højlegeret stål, reducerer det overophedning.
De tre hvaler, som princippet om svejsning med elektroder er baseret på, er produktets diameter, tykkelsen af det metal, der skal svejses, og den nuværende styrke. Som allerede nævnt ovenfor, jo tykkere metal, jo større diameter vil elektroden kræve. Men der er en nuance her. Når der arbejdes med en inverter, vil tykkelsen af elektroden påvirke driftstrømstætheden og reducere den. Dette fører til ustabilitet og svingning af buen, hvilket igen vil påvirke svejsningens kvalitet – den bliver bredere, og penetrationen er mindre dyb. Nå, hvis producenten af svejsemaskinen angav alle de nødvendige parametre for svejsestrømmen, hvis der ikke er sådanne data, kan du stole på gennemsnitsindikatorerne:
- en elektrode med en diameter på 2 mm kræver en strømstyrke på 50-60 A;
- for en elektrode med en størrelse på 2,5 mm vil dette tal være 60-90 A;
- et produkt med en størrelse på 3 mm koges med en strøm på 80 -140 A;
- hvis elektrodediameteren er 4 mm, skal strømmen ligge i området 130-160 A;
- med en diameter på 5 mm kræves en professionel svejser, som producerer en strøm på 200 A;
- 6 mm elektrode koges med en strøm på mindst 220-240 A.
Importerede svejseelektroder mærker
Udenlandske elektroder er bredt repræsenteret på det russiske marked. De har deres egne markeringer, som er lette at håndtere. Det mest populære mærke, vi har, hedder ESAB. Han mærker sine elektroder med alfanumeriske værdier. I begyndelsen er der altid OK efterfulgt af 4 cifre.

Nedenfor vil vi dechiffrere, hvilke elektroder der skal vælges:
- OK 46,00. Dette er en rutilbelagt elektrode, en analog til den russiske MP-3. Opretter en højtydende perle på AC eller DC. Velegnet til svejsning af kulstof og lavlegerede metaller.
- OK 48,00. Kunne arbejde udelukkende på jævnstrøm og samtidig skabe pålidelige sømme. Hvad gør det populært, når man arbejder med kritiske strukturer.
- OK 53,70. Disse elektroder er ideelle til svejsning af rør og er klassificeret som specialiserede.
- OK 61.30 og OK 63.20. De tilbereder rustfrit stål.
- OK 68.81. Anbefales til svejsning af hårdtsvejsede metaller;
- OK 92,60. Designet til støbejernslegeringer eller ved sammenføjning af støbejern med et andet metal;
- OK 96.20. Kræves for at arbejde med aluminium.
Generelle råd om, hvordan du vælger de rigtige elektroder
Sammenfattende ovenstående kan du klart formulere de vigtigste kriterier for valg af elektroder til inverterdrift.
- Valget afhænger af metaltypen, dens tykkelse og egenskaber. Hvis du skal lave en ansvarlig søm, er det bedre at vælge produkter fra kendte producenter, der har bekræftet kvaliteten af deres elektroder i årevis..
- Ved arbejde med kulstofstål skal overfladen være helt ren. Hvis der er spor af rust eller snavs, der ikke kan rengøres, skal du vælge produkter med rutilbelægning.
- Ved svejsning på krævende genstande vil hovedelektroderne være det bedste valg..