
Sådan tilberedes korrekt med lysbuesvejsning

For flere årtier siden var der ikke sådan noget, at folk selv kunne vælge, hvordan de skulle tilberede metal. Der var en eller to måder. I dag, i en æra med teknologiske fremskridt og krav til materialekvalitet, er der mange måder at svejse metal på. Den mest optimale og effektive af disse er lysbuesvejsning. Det bruges af det største antal mennesker, så dette er den mest populære metode..
Indhold:
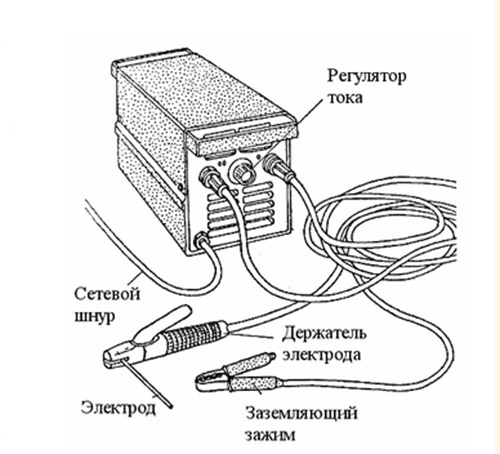
Princippet for lysbuesvejsemaskinens drift
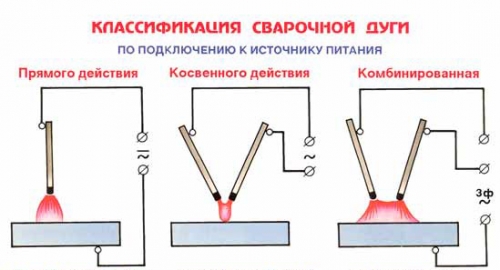
Fordelen ved lysbuesvejsning er buetemperaturen, der når mere end 5 tusinde grader. Det garanterer svejsning af absolut alle materialer, da det kan smelte selv det stærkeste materiale. Zonen med maksimal temperatur er koncentreret i lysbueudladningen. Buens retning kan ændres til en lige bue og indirekte virke.
Overvej forskellen mellem en direkte og indirekte bue. Branden mellem svejsemetallet og elektroden karakteriserer direkte lysbuesvejsning. En indirekte bue begynder at brænde mellem elektroderne selv. I dette tilfælde behandles metaller til legering ikke med svejsestrømmen..
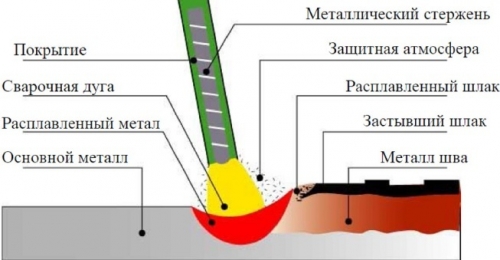
Buen kan kun antændes, når der strømmer strøm gennem elektrodenes bund, og enden af elektroden er i kontakt med metallet. Derefter begynder buen at brænde mellem det metal, der smeltes i processen, og bunden af elektroden. Efter denne bue stiger temperaturen øjeblikkeligt, og metallet begynder at smelte. Samtidig med metallets smeltning smelter og elektroden.
Det smeltede metal har en lille fordybning og danner en svejsepulje.
Der smelter den fortsat sammen med belægningen af den valgte elektrode. Når elektroden smeltes, dannes der en slags gaslag omkring badet, som beskytter slaggebadet. Hvis der ikke blev påført en specialdesignet belægning på elektroderne, ville det smeltede metal ikke blive beskyttet af slaggen. Når der af en eller anden grund ikke er behov for slaggsikringsgas i svejseprocessen, kan du sørge for dette og vælge elektroder, der ikke er behandlet med mineralpartikler og forskellige ferrolegeringer. Det er disse elektrodebelægninger, der, når de smeltes, vil give den nødvendige gasbeskyttelse mod det ydre miljø..
Svejsebuen står ikke stille, men går fremad, når den trænger ind. Buernes forskydning får det svejsede sted til at afkøle og hærde. Efter at det er afkølet, bliver svejsesømmen synlig, som har en lille slaggbelægning, der ligner en skorpe..
Varianter af enheder, der giver dig mulighed for at tilberede metal: svejsetransformator, ensretter, svejseomformer
I dag er der et stort antal forskellige materialer, krav til deres svejsning på svært tilgængelige steder, så kravene til svejsemaskinen er meget alvorlige. Dette afspejlede sig i antallet af forskellige svejsemaskiner, som allerede kan opdeles efter typen AC- eller DC -kilde i tre hovedtyper.
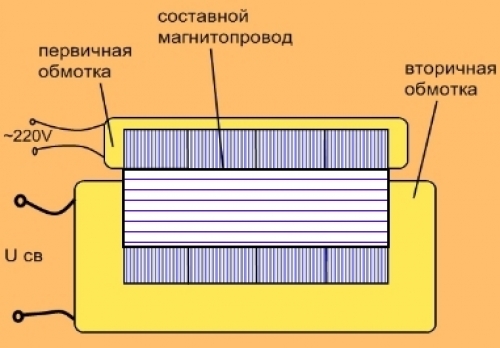
Svejsetransformatorer

Dette er den enkleste løsning for at få den rigtige strøm. Princippet for dets drift er at sænke netspændingen til det optimale for svejsemaskinens drift, som dens hoveddel, transformeren, skal klare. Det er umuligt at opnå jævnstrøm ved udgangen ved hjælp af en transformer, da den kun kan tillade output af vekselstrøm. I arbejdet er det ofte nødvendigt at regulere styrken af den udsendte strøm, som producenterne ikke har glemt, efter at have udstyret apparatet på en sådan måde, at strømstyrken ændres ved at flytte de primære og sekundære viklinger. Selvom der ud over denne metode er flere andre. Men da de bruges ekstremt sjældent, er det ikke nødvendigt at tale detaljeret om dem..
Svejsetransformatoren har alle de nødvendige muligheder for at lave mad effektivt og præcist, forudsat at der vælges særlige elektroder til vekselstrøm til det. I dette tilfælde øges chancerne for højkvalitets svejsning af metallet kun. Da samtalen har vendt sig til apparatets kvalitet og effektivitet, kan man simpelthen ikke glemme ydelseskoefficienten (COP). Faktum er, at svejsetransformatoren opnår fremragende resultater – 90%. Der vil altid være tab i effektivitet (opvarmning, eksternt miljø) for alle enheder til forskellige applikationer, og 10% er en relativt lille procentdel. Det er værd at nævne, at det kun kræver en stor indsats for afkøling, men svejsning har meget kraftige blæsere, der kan afkøle temperaturen hundredvis af gange..
Hvad kan være vigtigere end effektiviteten af transformersvejsning? Selvfølgelig er det omkostninger og holdbarhed. Overraskende nok er prisen lav og retfærdiggør fuldt ud sig selv, og udstyrets levetid er transformer svejsemaskinens vigtigste plus- og trumfkort.
Svejsning ensretter
Deres hovedformål er at rette op på spænding, konvertere og lave jævnstrøm ved hjælp af ikke-konstant strøm. Strukturen af disse enheder er meget enkel: en trinvis transformer, diodeenhed (ensretter) og systemer til beskyttelsesregulering samt start. Hvis vi sammenligner sammensætningen af denne ensretter med komponenterne i transformersvejsning, så er det absolut muligt at understrege, at ensrettere er meget mere komplicerede end transformere. Hvad er deres fordel, fordi det viser sig direkte i praksis – de fungerer meget mere stabilt – svejsestrøm og lysbue har bedre egenskaber.
Hvis ensretterens kvalitet er meget højere end de tidligere, så er kvaliteten af den resulterende søm også meget bedre..
Dette kan ikke siges om den dårlige kvalitet af sømmene i transformere, men ensrettere gør det endnu bedre og mere pålideligt. Små ulemper er stadig til stede her: en stor vægt af ensretteren, og den fungerer under en meget høj spænding, hvilket påvirker forringelsen af spændingen i netværket under dets drift.
Moderne svejsemaskiner – omformere
Det sker også, at der ikke er spænding nok til normal drift på 50 Hz, og brugen af transformere såvel som ensrettere er umulig i nogle situationer. På grund af dette, takket være den nuværende teknologi, bliver der produceret nye, meget mere kraftfulde svejsemaskiner i vid udstrækning. De kaldes inverter og fungerer med en frekvens på mere end 500 Hz..

For at overføre strøm har du ikke brug for en transformer af imponerende størrelse, men snarere lille, som til enhver tid vil sikre strøm af jævnstrøm. For at sammenligne, hvor mange gange mindre en effekttransformator vejer fra en konventionel, skal du bygge på deres identiske nuværende parametre. En effekttransformator behøver ikke veje 20 kg eller mere for at generere 160A strøm. Dette reducerer vægten af den komplette inverter-enhed med 5-7 gange. Mens en konventionel transformer ikke kan undgå flere titalls kilogram masse.
Vægten af en fuldt udstyret inverter overstiger ikke 8 kg (nogle gange mindre, men ikke mere). Det er meget praktisk og kompakt, da der bruges meget mindre kræfter på at transportere enheden..
Inverterkomponenter ligner lidt en ensretter.

Inverteren indeholder et netfilter, to ensrettere, en vekselstrømsomformer, der arbejder ved meget høje frekvenser, og den sidste – styrekredsløb. De kan arbejde meget længere uden afbrydelse, da dets arbejde er så stabilt som muligt. Desuden giver inverteren svejseren mulighed for at udvide valget af svejsestrøm. Omskifteren er placeret på selve inverteren og kan meget præcist skifte til forskellige strømværdier. Dette er simpelthen nødvendigt, hvis du skal lave mad med tynde elektroder..
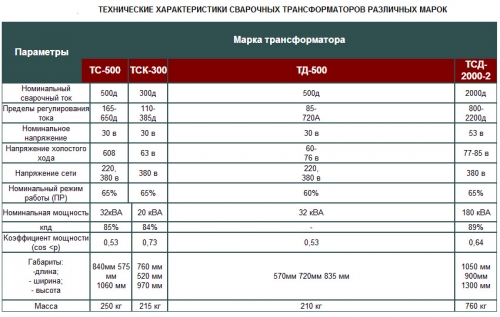
Når du vælger en hvilken som helst type svejsemaskine, skal du fokusere på rækkevidden af tilladte ændringer i svejsestrømmen. Det er denne indikator, der angiver dens aktive effekt. Meget afhænger af en bred vifte: valget af elektroder (et stort område tillader brug af store, men også små elektroder). Det er også vigtigt, hvor hurtigt apparatet kan antænde buen; produktiviteten af arbejdet afhænger i nogen grad af dette. Hvordan ved du, om en given enhed hurtigt vil ramme eller bremse? Meget enkelt er disse parametre specielt angivet i de tekniske egenskaber for alle svejsemaskiner i kolonnen – tomgangsstrøm. Den anbefalede værdi af denne parameter er 60 – 80V, hvis mere er bedre, og lysbuen tændes øjeblikkeligt.
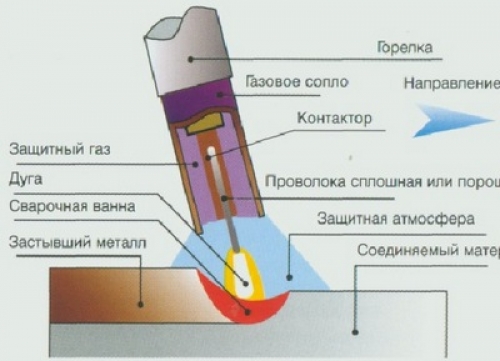
Det er ret sjældent at finde svejsemaskiner, der bruger kuldioxid, som kaldes halvautomatiske enheder..
De har en professionel kvalitet af metal svejsning, de arbejder med temmelig tynde metalplader. Omkostningerne ved halvautomatiske enheder er meget imponerende, så de er ikke almindelige i hjemmesvejsningsprocessen, men bruges i vid udstrækning på et mere ansvarligt og stort niveau..
Uanset hvilken maskine svejseren bruger, transformator eller inverter svejsning, kan han stadig ikke starte processen uden en integreret del af svejsemaskinen – elektroden. Det betyder, at det næste trin i det vellykkede forløb af processen er valg af elektroder i henhold til visse krav og afhængigt af metalmaterialerne.
Hvad er elektroderne, og hvordan skal man ikke tage fejl af deres valg?
Elektroden er som en tynd metalstang med en beskyttende belægning. Dette er faktisk tilfældet, elektroden er den mest naturlige metalstang, og den dannede belægning er ferrolegeringer og mineraler. I processen med metalsmeltning og dannelsen af en svejsepøl vil de beskytte den og skabe et lag af beskyttelsesgas, hvorigennem luft ikke kan komme ind og oxidere svejsepølen..
Elektroden skal smelte under svejseprocessen og også smelte det nødvendige sted for metalpladen. Dette gøres ved at føre en betydelig strøm gennem selve elektroden. Den elektriske strøm, der kommer ind i elektroden, begynder at passere og kommer ind på det sted, hvor der snart vil dannes en søm, på grund af at elektroden kommer i kontakt med metalpladen.
Elektroder varierer i type:
- Støbejern, stål og stål tilsat mineraler.
- Smeltning med det resulterende tværsnit.
- Ikke forbrugsartikler til modstandssvejsning..
Elektroderne er ikke-standard og findes i alle mulige diametre og længder. Afhængigt af opgaverne og kompleksiteten af svejsning vælges enten korte længder, som reducerer spændingen eller lange – deres hovedopgave er at øge modstanden.
Ikke alle ved, at svejsere skelner mellem professionelle og konventionelle elektroder. Ved halvautomatisk svejsning bruges kun førstnævnte. Disse er wolframelektroder, plasma -elektroder. Driftsprincippet er det samme – smeltning, de frigiver en beskyttende gas.
Belægningen af elektroden, som den allerede er kendt, beskytter svejsepuljen mod luftens ætsende virkninger, men hjælper også med at brænde lysbuen mere stabilt. På elektroderne kan du se forskellige belægninger: sure, basiske, cellulose og andre, lidt brugt.
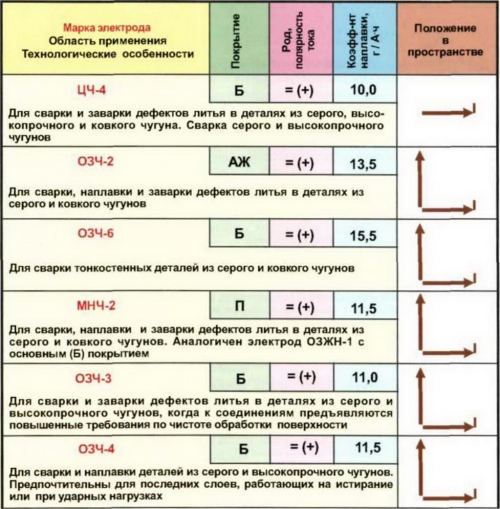
Det vigtigste, når du vælger elektroder, er kun at købe dem, der passer til svejsningsformål. Valget af svejsemaskiner ændrer direkte typen af elektroder. Oftest bruges elektroder af mærket UONI-13 / NZh / 12×13. De bruges når der arbejdes med lavlegeret stål og carbonplader. R-3C bruges til svejsning med vekselstrøm og jævnstrøm. Brugt til de samme materialer.
Gør-det-selv manuel lysbuesvejsningsteknologi
Alle huslige gøremål, der har brug for svejsearbejde, kan ikke undvære en manuel lysbuesvejsemaskine. Selv efter mange år har denne enhed ikke mistet sin relevans, men er blevet endnu mere populær og brugt..
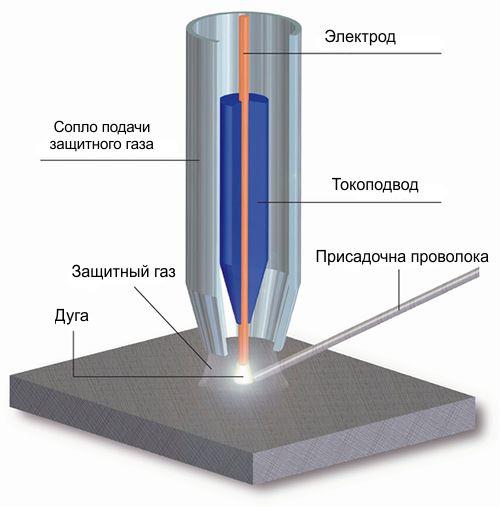
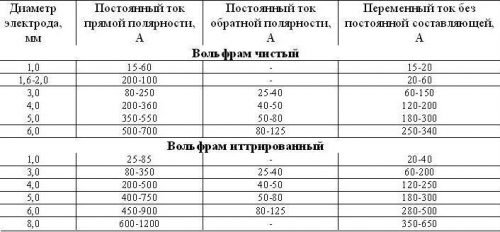
En af de eksisterende metoder er muligheden for at svejse med en elektrode sammen med beskyttelsesgasser (argon med tilsætning af en lille mængde ilt). I dette tilfælde bruges elektroder infusible og ofte wolfram.
Et vigtigt punkt skal bemærkes sømmens kvalitet. For at svejsestedet skal være af høj kvalitet og ikke en svækket søm, er det nødvendigt at vælge de korrekte elektroder til materialet (de skal være af samme kvalitet som metallet). Først da vil smeltningen og blandingen af den kemiske sammensætning af elektroden og metallet ikke afvige og forværre den. Manuel lysbuesvejsning kræver jævnstrøm. Undtagelsen er aluminiumsvejsning, som bedst foretages med vekselstrøm og omvendt polaritet. Dette forklares ved, at aluminium har et bestemt lag oxidfilm, og det til gengæld har et meget højt smeltepunkt (mere end 1000 grader), og vekselstrøm smelter det bedre.
Svejsning med argon er dyrere i sammenligning med den sædvanlige og kan ikke prale af hastighed, men vi kan med sikkerhed sige om fordelen ved denne type til arbejde i en produktionsskala. For begyndere svejsere anbefales det ikke at bruge denne metode til buesvejsning, da det er lidt vanskeligere at mestre og styre det godt. Elektroder til konventionel manuel svejsning er velegnede til enkle, men belagt med kemiske elementer. De efterlader den ene ende afdækket, da den fastgøres i holderen..
Så det første, du skal være opmærksom på, når du starter arbejde med manuel lysbuesvejsning, er valget af den aktuelle styrke. Det optimale valg af svejsestrøm garanterer en god svejsekvalitet. Dem, der ikke ved, hvordan de vælger den nuværende styrke derhjemme, behøver ikke at blive kede af det, men se bare i dokumentationen til svejsemaskinen, hvor det skal angives, hvordan man vælger.
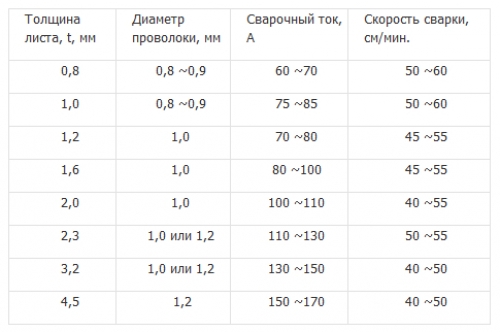
Det næste trin er at overveje svejsehastigheden. Elektrodens bevægelseshastighed afhænger af materialets tykkelse. Jo tykkere metal, jo længere smelter det, hvilket betyder, at hastigheden vil falde lidt. Hovedindikatoren for valg af hastighed er påfyldning af svejsepuljen med smeltet metal. Du skal holde elektroden ét sted, så dette bad fyldes og stiger lidt over resten af metallaget med et par millimeter. At flytte elektroden for langsomt er også uacceptabelt, da svejsningen, eller rettere det smeltede metal, vil begynde at sprede sig og forstyrre den videre proces.
Et meget vigtigt punkt i arbejdet er tændingen af svejsebuen. Det er fra dets udseende, processen med metalsvejsning begynder. Det kan antændes på mere end én måde, men den mest aktivt anvendte metode er kontakten mellem elektroden og overfladen af det valgte metalplade. Det gør ingen forskel at røre eller slå, under alle omstændigheder skal der vises en bue. Disse handlinger udføres kun med en ny elektrode. Enhver nybegynder eller erfaren svejser vil gøre dette let og frygtløst. En anden metode til at forårsage svejsebuen er beregnet til alle svært tilgængelige og lidt kontrollerede steder. For at fremkalde en bue er det nødvendigt at røre metaloverfladen med elektroden og derefter tage den et par millimeter tilbage. Det er bydende nødvendigt at bringe elektroden i en ret (lodret) vinkel..

Sådan svejses sømme på overflader, der er placeret i en vinkel og overlapper hinanden?
Forudsat at elektroden er i en vinkel på 45 grader i forhold til overfladerne, kan du trygt gentage, at sømmen vil være af meget høj kvalitet, og resultatet vil være positivt. I dette tilfælde er overfladerne bedst foldede “L-formede”. Kun i denne position af de to overflader vil det være muligt at svejse sømme med et stort tværsnit.
To overlappende elementer afsættes med en kort bue, mens elektroden flyttes frem og tilbage for at opvarme hele overfladen. Opvarmning af hele overfladen er vigtig, da dette vil påvirke den ensartede fyldning af badet med flydende metal..
Sikkerhed eller hvordan man beskytter sig selv for en svejser?
Det vigtigste element i beskyttelse og sikkert arbejde på svejsemaskinen er et beskyttende skjold og handsker. Disse elementer er simpelthen integrerede i svejsning og skal bæres, før lysbue -maskinen tændes. Hvis der ikke findes et ansigtsskærm, kan svejserens lignende type skærm bruges, men skal holdes med den anden hånd. Det smeltede metal og svejsningen vil være synlige gennem beskyttelsesglasset. Det er værd at bemærke, at du ikke behøver at holde skjoldet hele tiden, fra du tænder for svejsemaskinen til det sidste. Sikkerhedsglas, der indeholder en plexiglasunderstøtning, bør kun beskytte øjnene under lysbue..

Ud over handsker skal svejseren være klædt i en særlig beskyttelsesdragt, der ikke brænder godt, hvilket betyder, at materialerne ikke vil kunne ulme. Lærreds- og læderstoffer fungerer godt. Under arbejdet kan det ikke garanteres, at der ikke kommer en dråbe smeltet metal på tøj eller sko, derfor skal alle dele af kroppen beskyttes..
For ikke at overtræde sikkerhedsreglerne skal du kun komme i gang med det udstyr, der oprindeligt blev testet.
En sidste, vigtig sikkerhedsnotat vedrører dårlig forankring af svejsede dele. Det er denne regel, som mange hjem svejse elskere forsømmer. Dette er i nogle tilfælde meget farligt, da den varme eller smeltede del af materialet ellers kan falde på gulvet eller på benet..