
Reparation og justering af formatsaven

Selv det dyreste udstyr af høj kvalitet har brug for justering og kalibrering. Ellers kan man ikke regne med et godt resultat. Lad os overveje, hvordan du opsætter en formatsav, øger effektiviteten og gør arbejdsprocessen så behagelig og produktiv som muligt.
Indholdsfortegnelse:
Grundlæggende begreber i arbejdet med panelsave
Hvis du tager en tegning af en formatsav, vises følgende elementer på den:
- krop, som består af ben og forbindende skot,
- seng, foldbar eller solid,
- savvogn,
- fastgørelse af sideplade,
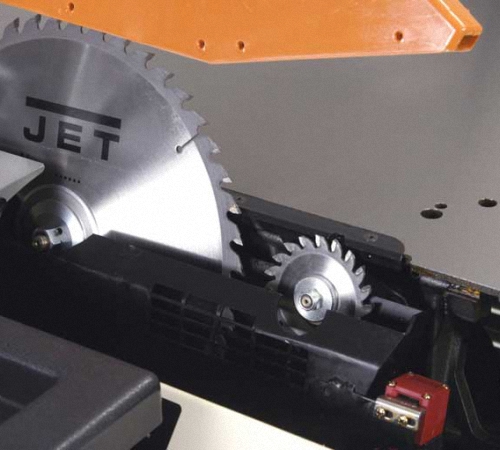
- hovedsavklinge,
- ekstra savblad,
- strømforsyningssystem,
- kontrolsystem.
Opsætning af en panelsav indebærer finjustering af alle disse elementer. Derudover er der særlige savspecifikationer for hvert materiale..
Af ikke mindre betydning er det rum, hvor træbearbejdningsarbejdet udføres. Det skal overholde de fastsatte standarder:
- to gange arealet af panelsaven, når den er helt udfoldet,
- ventilation af høj kvalitet, altid mekanisk,
- perfekt fladt gulv,
- højde ikke mindre end 3 m,
- mangel på skarpe hjørner, søjler og andre arkitektoniske former.
Lad os derefter se nærmere på opsætning af elementerne i formatsaven.
Installation og første opstart af tavlesaven
Funktionsprincippet for en formatsav involverer at trække emnet langs sengen efterfulgt af savning:
- Hovedsavbladet er altid indstillet i en 90 graders vinkel. Desværre kan det samme ikke siges om panelsavens ben og krop..
- Hvis et af benene går, dannes der en tilbageslag fra 1-2 mm til håndgribelige 2-3 cm. Samtidig dannes der et ledigt mellemrum mellem sengen og emnet.
- Resultatet er en krumning af snittet. I bedste fald vil kanterne på delen vise sig at være ujævne, i værste fald vil skiven bøje og briste, hvilket uundgåeligt vil føre til alvorlige skader..
- Den ekstra savklinge er endnu mere følsom over for ujævne gulve, da den bruges til at skære hjørnesnit. Jo mere modreaktion, jo mere buede kanter vil vise sig..

For at installere maskinen korrekt skal du udføre følgende trin:
- tage et to-meters niveau og regere,
- niveau kontrollere gulvets hældningsvinkel, den skal være strengt 90 grader,
- regel for at kontrollere, at der ikke er dråber og små uregelmæssigheder, skal overfladen ikke kun være jævn, men også glat.
- hvis der findes forskelle i højde eller hældning, skal gulvet fyldes med et afretningslag.
Lokal justering, såsom savning af benene eller installation af mellemlæg under dem, er strengt ikke tilladt. I betragtning af enhedens betydelige vægt sælges eventuelle foringer bogstaveligt talt på en arbejdsdag. Med snittet er alt endnu mere kompliceret, da det er næsten umuligt at gætte størrelsen præcist.
Så snart panelsaven er installeret, skal du fortsætte til den første start. Dette handler om den korrekte forbindelse af motoren. Selvom de fleste af instruktionerne anbefaler, at tomgangsstart kun udføres på gasmotorer, er det også relevant for elektrisk udstyr..
Distributionsinduktionsspolerne behøver ikke fejlfinding, men alle gnidningsdele skal være på plads og køre godt i olie. Hvis du begynder at arbejde med det samme, bliver de første dele ødelagt. Tørløbet udføres efter følgende princip:
- slut maskinen til netværket,
- lad motoren varme op i 5-10 minutter,
- start den første hastighed og lad enheden køre i 10-15 minutter,
- kør den anden hastighed i 5-10 minutter,
- køre hastighed 3 i 5-10 minutter, hvis nogen,
- den ekstra savklinge kører altid ved høje hastigheder, så den startes med det samme og slukkes efter en fuld tomgang.
Efter en inaktiv kørsel giver de i begyndelsen ikke en fuld belastning, men kontrollerer systemet. For at gøre dette tager de unødvendige afskårninger og kører dem gennem savbladet, hvis sømmen er jævn, så er alt opsat korrekt, og udstyret er klar til arbejde. Hvis spåner eller krumning af snittet er synlige, skal der kigges efter årsagerne i andre elementer i formatsaven. Og problemet er højst sandsynligt i det forkerte savblad..
Oversigt og egenskaber ved savklinger til panelsave
Diskene er opdelt i:
- store tænder 10-12 stykker,
- midterste tænder 20-24 stk,
- fine tænder 40 og mere,
- specialiserede 40 eller flere tænder med en særlig slibning.
1. Da pladesavene ikke kun er egnede til savning af spånplader, MDF og andre materialer baseret på træspåner, er brugen af store tænder hensigtsmæssig, når der arbejdes med træ op til 5 cm tykt. Tykkere emner skal bearbejdes ved hjælp af specialudstyr..
2. Mellemstore tænder bruges også til træ, de giver et bedre snit og påføres emner op til 2 cm..
3. Sav med fine tænder giver dig mulighed for at få et perfekt glat snit og en stærk, smuk kant. Deres ulempe er øget indsats. Selvom emnet finjusteres ved hjælp af en vogn på formatsave, øges belastningen på motoren markant. Derfor skal du overvåge overophedning..
4. Specialiserede save slibes lige – trapezformet, hvilket betyder – den første tand laver et jævnt snit, den anden udvider den. Denne teknologi bruges specifikt til forarbejdning af savsmuldsbaserede materialer, da den tillader opretholdelse af strukturens integritet. Efter savning er kanten straks klar til laminering.
Det er skiverne i den fjerde kategori, der er inkluderet i sættet med reservedele til formatsave. Men det er ikke altid tilfældet. De fleste kinesiske og nogle europæiske producenter gemmer og udskifter spånpladeskiver med billigere konventionelle fine tandskiver.
Den ekstra skive kommer altid med en midterste tand. Savning i en vinkel er vanskeligere, så den større tand kompenserer for belastningen på den svagere savmotor.
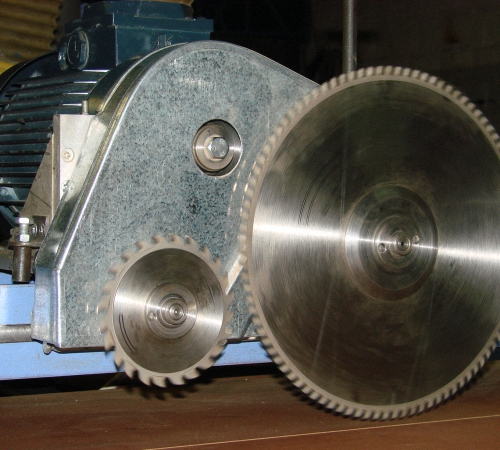
Det næste vigtige punkt er fremstillingsmetoden. Der er:
- monolitiske skiver,
- hårdmetalskiver.
1. Den massive skive er fremstillet af en solid stålstang. Denne teknologi er den billigste, men diske er ikke af høj kvalitet, de slettes hurtigt og prikkes let..
2. Dyrere hårdmetalskiver giver ikke kun et mere præcist snit, men holder også meget længere. Grundlaget for sådanne diske, som i det foregående tilfælde, er monolitisk, men hårdmetalskær er loddet til tænderne. De behøver praktisk talt ikke slibning, slides ikke, og hvad angår driftstid er de 4-5 gange bedre end monolitiske skiver.
Opsætning af en panelsav
En jævn bund og et korrekt blad er ikke en garanti for, at delen skæres jævnt. Det handler om at justere hastigheden og vælge den rigtige tilstand.
De fleste tavlesave har 3 hastigheder på hovedsaveskiven og en af skiven, som vi starter med.
Jo højere rotationshastighed, jo mere præcist er snittet. Men samtidig er det vigtigt at forstå, at høje omdrejninger lægger stor belastning på motoren. Standard savmotoren har en effekt på 750 watt. Dette er ret lille, da selv de fleste håndstiksave er vurderet til 1-1,5 kW. Derfor, jo højere hastigheden på scoreskiven er, jo tyndere skal emnet være. Lad os f.eks. Tage en rotationshastighed på 9000 omdr./min. Med disse indikatorer bør emnets maksimale tykkelse ikke overstige 1,5 cm, ellers vil der dannes spåner på snittet, og kanten vil være af dårlig kvalitet.

Råd: scoreskiver med lav hastighed, op til 7500 omdr./min., Installeres kun på dyre industrisystemer, i alle andre tilfælde bør emnets tykkelse være inden for 1-1,8 cm.
Hoveddisken drejer langsommere:
- første hastighed 3000-4500 omdr./min,
- anden hastighed 4500-6000 omdr./min,
- tredje hastighed 6000-8000 omdr./min.
Indikatorer er betingede og afhænger af model og producent.
Justeringen af panelsaven sker empirisk. Dette hænger ikke så meget sammen med teknikken som med materialet. Uanset om det er spånplader, OSB, MDF eller andre savsmuldsbaserede produkter, indeholder det lim, harpiks, træflis, tilsætningsstoffer, pakninger og andre komponenter. Alt dette påvirker i høj grad en sådan parameter som hårdhed. Et stykke krydsfiner fra en producent skæres let og præcist med en hastighed på 7000, et ark af en anden smuldrer selv ved 4000.
Den angivne detalje bliver ofte årsagen til, at forbrugeren er utilfreds med teknikken og servicecenteret, som nægter at reparere en fuldstændig servicerbar enhed..
Dernæst skal vi tale om den elektriske del af udstyret. Panelsave, hvis kredsløb og forbindelser er meget modtagelige for forvitring, opbevares ofte i dårligt ventilerede, fugtige rum. I modeller af lav kvalitet fører dette til dannelse af korrosion, i dyrere modeller – til saltaflejringer..
Salt leder elektricitet godt. Når strøm påføres mikrokredsløbet og kommer i kontakt med saltaflejringen, spildes derfor noget af strømmen. Som følge heraf falder spændingen og strømstyrken, og i nogle tilfælde stiger tværtimod betydeligt. Dette fører til funktionsfejl i hele systemet som helhed. Snart begynder kontakterne at forkorte, smelte og brænde ud.
At løse problemet er enkelt nok. Inden driften påbegyndes, er det nødvendigt at kontrollere alle elektriske ledninger og rense kredsløbene. Nogle gange, under transport, bliver kablerne klemt eller flosset, inspektion vil også afsløre denne defekt.

Enheden til en formatsav antager tilstedeværelsen af et andet meget lunefuldt element – en vogn – tættere på. I enheder af høj kvalitet er den lavet af aluminium. Metal er ikke udsat for korrosion og belaster ikke rullemekanismen, da det er meget lettere end stål. Alle nødvendige handlinger før arbejdet påbegyndes – kontroller boltene på sværdet for stramhed.
I billigere modeller bruges der bare stål. Materialet oxiderer hurtigt, rust tilstopper rullerne, og en tilstrækkelig stor vognvægt løsner fastgørelseselementerne. Selv en tilbageslag på 1-2 mm påvirker kvaliteten af snittet markant. Og hvis vognens glathed er brudt, behøver du ikke engang drømme om en flad kant.
Reparation af formatsave
Forkert brug af enheden før eller siden fører til nedbrud. I de fleste tilfælde opdages funktionsfejl selv i garantiperioden og elimineres direkte af servicecentermestrene..

Eftergarantiservice er ret dyrt, så det er ubrugeligt at forstå enhederne i en formatsav og lære at lokalisere årsagen. For nemheds skyld deler vi dem i to grupper:
- mekanisk,
- elektrisk.
Mekaniske årsager til fejl omfatter:
- slid på dele,
- vragrester,
- løsning af fastgørelseselementer,
- mekanisk eller kemisk skade,
- uregelmæssig vedligeholdelse.
Det er let at udskifte gamle dele, stramme fastgørelseselementerne og adskille og rengøre den tilstoppede enhed. Hvis vi taler om nogen skade, skal du sandsynligvis udskifte delen. Ingen af knudeelementerne kan loddes eller rettes. Men den mest formidable fjende af ethvert format sav er en uregelmæssig teknisk inspektion. Næsten hver del gnider, så den skal være godt olieret eller smurt. Ved opvarmning fordamper olien, og fedtet tørrer. Jo oftere og længere maskinen kører, jo hurtigere opvarmes elementerne, og materialet forbruges. Det anbefales at inspicere smøring en gang om ugen..

Elektriske årsager til fejl omfatter:
- gnidning af kabler,
- lukning af mikrokredsløb,
- udbrændthedskabler,
- udbrændthed af motoren.
Uden særlig viden og udstyr er det ret vanskeligt at identificere de elektriske årsager til et sammenbrud. Den eneste undtagelse er motoren, men kun hvis den brænder ud under drift. Enhver elektriker med et kvalitetselektronisk voltmeter er løsningen.

Nyttige tip til brug af panelsaven
Et ganske populært spørgsmål om hvordan man laver et format så mere produktivt. Der er kun et svar på det – at sætte en mere kraftfuld motor. Men før du udfører denne procedure, skal du afveje fordele og ulemper. Ud over den åbenlyse stigning i strømforbruget er der mange andre faldgruber:
- Du skal bruge en elektriker, der ikke kun tegner et tilslutningsdiagram for enheden, men også beregner alle de tekniske data.
- Savbladets monteringsmekanisme skal gøres mere pålidelig. For at gøre dette skal du udstyre klemmen med yderligere stik..
- Lysborde op til 1500 kg skal yderligere fastgøres til gulvet. Normalt til disse formål skrues metalhjørner fast på benene, som er fastgjort i gulvet med dyvler..

- Jo kraftigere motoren er, desto bedre burde kølesystemet være. Og dette problem er det sværeste. Højteknologiske løsninger er dyre, og konventionelle blæsere hjælper ikke meget.
- Hvis moderniseringen finder sted selv på tidspunktet for garantiservicen, indebærer uautoriseret ændring af systemet opsigelsen af den gratis reparationsaftale..
Således er hensigtsmæssigheden yderst kontroversiel. Hvis du har brug for en panelsav med høj effekt, er det lettere at vælge den model, der passer til dine krav. Hvis i praksis dem. egenskaberne viste sig at være overvurderet, ifølge loven er der to uger til at bytte varer til en anden eller tage penge.
Opsætning af en format -saw -video præsenteres nedenfor: