
DIY hjørnesavværk

I dag foretrækker flere og flere producenter af kvalitetssavet træ metoden til vinkelsavning, der sætter pris på de økonomiske fordele og nye muligheder ved brug af vinkelcirkelsavværker og værktøjsmaskiner..
Indhold:
Formålet med hjørnesavværket
Moderne kantede cirkelsavværker, der er praktisk og multifunktionelt udstyr, giver dig mulighed for hurtigt og vigtigst af alt kvalitativt at producere radial savning af brædder. Takket være den innovative teknologi, der ligger til grund for driften af hjørnesavværket, udvides mulighederne for denne type udstyr i forhold til den traditionelle metode til produktion af savet træ betydeligt, hvilket har en gavnlig effekt på sortimentet af færdige træprodukter..

Radiale skærebrædder, opnået som et resultat af savværksvinkelskivens arbejde, kendetegnes ved en jævn, smuk tekstur, øget styrke og høje omkostninger, hvilket på ingen måde reducerer efterspørgslen efter dem. Fremragende kvalitetsegenskaber ved radiale savede plader gør det muligt med succes at bruge dem til dannelse af lamineret finertømmer og fremstilling af skabsmøbler, luksus trævinduer og døre..
Når vi vender tilbage til spørgsmålet om omkostningerne ved radiale savbrædder, skal det bemærkes, at fremstilling eller køb af et vinkelsavværk er begyndelsen på en stabil og rentabel forretning: træ af høj kvalitet, som er det grundlæggende byggemateriale, er altid efterspurgt , og dette vil give dig en konstant ordrestrøm og en betydelig fortjeneste.
Derudover vil tilrettelæggelsen af savet træproduktion baseret på brugen af vinkelsave være meget billigere, end hvis du stopper ved den traditionelle tilgang..
Det skal tages i betragtning, at et selvfremstillet cirkelsavværk på mange måder er ringere end et pålideligt fabriksmonteret savværk i høj kvalitet. Efter at have haft stor erfaring med fremstilling af vinkel drejebænke og muligheden for at bruge de nyeste komponenter og samlinger, forbedrer produktionsanlæggene regelmæssigt de tekniske egenskaber, øger den funktionelle belastning og sikkerhedsniveauet. Det betyder, at risikoen for at drive forretning baseret på brug af kunsthåndværk kan være uberettiget..
Vinkel cirkelsavværk: komplet sæt og specifikationer for arbejdet
Hjørnesavværket bruges til at fremstille:
- kantet tømmer, herunder radialt;
- alle former for emner til støbte produkter;
- flerlags tømmer;
- parket;
- individuel skæring af bjælker med affaldsafvisning.

Standardudstyret på vinkelcirkelsavværket omfatter et elektrisk spil med variabel hastighed, som ved hjælp af specialknapper på betjeningspanelet giver lodret positionering.
Takket være brugen af et cirkelsavværk, hvis diagram let kan downloades på Internettet, kan du opnå større nøjagtighed sammenlignet med en fluesav eller båndsavværk. Udformningen af den vinkelformede drejebænk giver en optimal løsning til brændeklippeskemaet, en rationel effekt af det kantede bræt og udelukker tomgang på savværket.
Sammenlignet med båndsavværker har vinkelskivesave følgende fordele:
- Højere pålidelighed: savklingen som skæreværktøj har en lang levetid, går ikke i stykker, er udelukket "bølger" og mikrosprækker, er arbejdsværktøjet ikke påkrævet "rekreation";
- Som et resultat af savning dannes et kantet bræt af høj kvalitet med en minimumsprocent af affald;
- Savning af en bjælke udføres fra en installation, hvilket eliminerer behovet for vippe og vælter;
- Slibning af diske af høj kvalitet sikrer høj forarbejdningsrenlighed.
For at styre skæringsprocessen, udstyrets tilstand og vigtigst af alt bekvemmeligheden ved at arbejde på en kantet diskmaskine, er operatøren placeret i en særlig bevægelig kabine. Fastgørelse af bjælker ved arbejde på et kantet cirkelsavværk udføres ved hjælp af pålidelige klemmer, der holder fast i bjælkerne, så de ikke kan ændre deres position under skæring.
Eksperter skelner enkelt disk og to-disk vinkel cirkelsavværker.
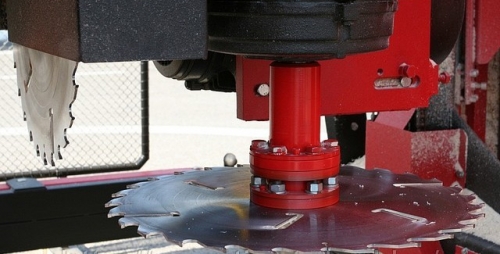
Hovedtræk ved dobbeltskive -maskinen – dette er tilstedeværelsen af to cirkelsave, der er placeret lodret og vandret i forhold til hinanden, hvilket giver savværket større produktivitet og effektivitet. Så under savning forvandler savklinger en solid bjælke til færdige produkter med et radialt arrangement af fibre..
Et særpræg ved enkeltskivevinkelmaskiner er evnen til at skære træstammer i enhver retning: frem og tilbage, ændre dens vandrette position til lodret.

Funktion ved vinkelsavemetoden
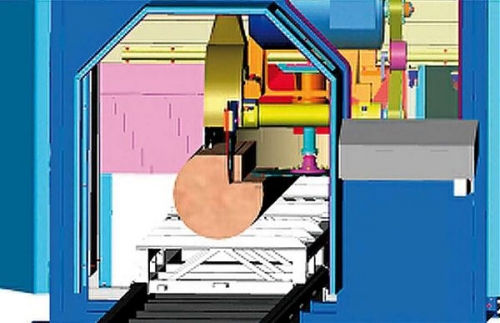
Vinkelsavning, der er en ny retning inden for primær træbearbejdning, udføres på cirkulært logsavudstyr med ortogonalt savbladtilførsel eller ved hjælp af automatiske rotationsmekanismer i arbejdsenheden. Den teknologiske proces er ganske enkel: ortogonalt placerede cirkelsave så træerne i rækkefølge i strimler med radialt arrangerede årringe, det vil sige i en vinkel på 45 ° til det største plan af lamellens profil.
Ved hjælp af to savklinger, der er placeret i de vandrette og lodrette planer, skæres bjælkerne, som er fastgjort på en fast udstyrsseng, langs styrene, hvor portalen med savværktøjet bevæger sig.
Ved hjælp af en flerbladet maskine og udstyr med en roterende savspindel kan du få savet tømmer i høj kvalitet af en given sektion direkte fra stokken, hvilket eliminerer stadiet af behandling af ubearbejdet træmateriale. Designet af rotationsvinkelsavudstyret er baseret på en særlig roterende skæremekanisme.
Et træk ved denne maskine er savning med en bevægelig vogn langs en fast bjælke med et sæt savklinger. Operatøren bestemmer uafhængigt logsavningsskemaet under hensyntagen til den optimale bjælkeskæringsmodel og skiftopgaven. Det skal bemærkes, at moderne modeller af vinkelsavudstyr er udstyret med programmer til automatisk optimering af skæring, som fastlægger hovedparametrene for driften af et vinklet cirkelsavværk – hastighed, bredde og dybde af snittet, mulighed for forskydning af arbejdsværktøj langs snittets ortogonale akser.
Ofte har drev i sådanne installationer motorer med en kontrolleret omdrejningshastighed ved hjælp af en frekvensomformer til at bestemme arbejdsmotorens vinkelhastighed og automatisk styre savspindelens fremføringshastighed. Dette giver dig mulighed for at få det mest passende forhold mellem skærehastighed under hensyntagen til træets hårdhed og valget af en cirkelsav..
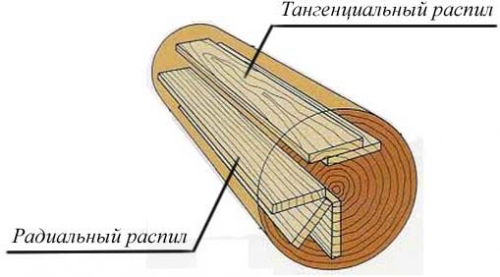
Radiale og tangentielle skæremetoder
Snittet betragtes som radialt, hvis snittets plan løber parallelt med eller gennem stammen.. De resulterende plader med radialskæring er kendetegnet ved tilstedeværelsen af en ensartet tekstur og farve, minimale mellemringdimensioner. Færdig savet træ har høj slidstyrke, da det er modstandsdygtigt over for ydre påvirkninger og ikke udsættes for deformation. Krympningskoefficienten for det radiale skærebræt er 0,19%, og hævelseskoefficienten er 0,2%. Det skal bemærkes, at disse indikatorer for radiale skærebrædder er to gange bedre end dem for tangentielt skåret savet træ..
Hvad angår omkostningsindikatoren, er den ret høj, da produktionen af radialt savet træ kun når 10-15% af den samlede volumen.
For at opnå et højstyrket limet lamineret træ er det nødvendigt at lime lamellerne langs overfladen, opnået ved at splejse emnerne "på overskægget" fra dør af semi-radial og radial savning. Stammer fra limning af ansigtet med årringene i en hældningsvinkel op til 45 °, den såkaldte effekt "fiberresistens", bestemmer i høj grad styrkeegenskaberne for lamineret finertømmer, dets stivhed og stabilitet af geometriske parametre.
Til fremstilling af knudefrit og limet træ anvendes således matricer og savet træ fremstillet ved metoden med radial eller halvradial savning..
Snittet betragtes som tangentielt, hvis snittets plan ligger i en afstand fra bagagerumets kerne, tangentielt til det årlige lag. Det resulterende tømmer har en udtalt tekstur og et rigt bølget mønster af årringe. Krympningskoefficienten og hævelsen af tangentiale savede brædder er meget højere, muligheden for vridning er ikke udelukket, hvorfor omkostningerne ved færdigt savet træ er en størrelsesorden lavere.
Anvendelsen af cirkelsavværker til vinkelsavning, hvis omkostninger er ret høje, forenkler imidlertid i høj grad teknologien til fremstilling af færdigt savet træ. Maskinernes unikke design giver dig mulighed for at få et godt udbytte af plader af høj kvalitet og en ideel tømmergeometri, og i kombination med de laveste initialinvesteringer og vedligeholdelsesomkostninger for enhederne er det ret effektivt til implementering i små og mellemstore -store virksomheder.
Det er almindeligt accepteret, at formålet med cirkelsavværker til radial savning udelukkende er til fremstilling af radialt savet træ. Denne vurdering er forkert på grund af de teknologiske træk ved vinkelsavemetoden. Det ville være mere logisk at argumentere for, at metoden til vinkelsavning sammen med fremstilling af traditionelt savet træ også tillader radiale brædder fra en træ.
Ved hjælp af individuel afskæring af en bjælke ved hjælp af hjørnesavning er det muligt samtidigt at få radiale brædder fra defektfrie zoner i stammen såvel som traditionelle kantede brædder fra området med fejlplacering. På samme tid er bredden og tykkelsen af tømmeret, der er skåret i rækkefølge, udelukkende begrænset af arbejdsdiskens diameter.
Efter at have modtaget 15-20% af radialbrædder fra konventionelle råvarer fra den samlede mængde af fremstillet savet træ, kan du øge din fortjeneste flere gange på samme omkostningsniveau. Hvis denne regel ikke følges, vil træarbejderen som helhed få lav effektivitet..
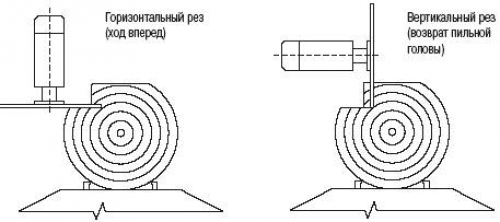
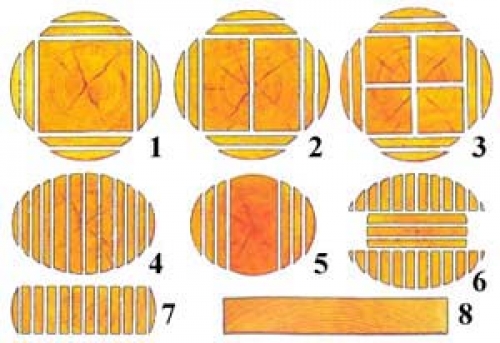
Skære cyklus
Savbladet er vandret i begyndelsen af skæringsprocessen. Fremadrettet foretager bladet et vandret snit langs hele bjælkens længde. Efter at have nået slutningen af loggen, ændrer den sin position og bliver lodret. Under det omvendte slag skæres det hakkede område af ved lodret skæring. Derefter ændrer savbladet sin position til vandret, og cyklussen gentages. Denne teknologi giver dig mulighed for at få kantet træ af et givet snit. Flerbladede maskiner med ortogonal placering af cirkelsave, skærecyklussen er ens, omend noget mere kompliceret, da i stedet for at dreje bruges metoden til at nærme sig cirkelsave i et plan og tilbagetrækning i et andet, så omvendt.
Så nøglen til et træarbejderes succesfulde arbejde er evnen til rationelt at lave et snit af en log i tømmer af høj kvalitet. Det skal ikke glemmes, at ethvert udstyr, uanset hvor moderne og "smart", – det er bare et arbejdsmiddel med et specifikt sæt teknologiske operationer. Og kun mange års erfaring, professionalisme og fantasi hos operatøren bestemmer antallet af savecyklusser i sekvensen af savbrædder på savmaskiner udstyret med f.eks. En mekanisme til automatisk rotation af arbejdssavenheden.
YouTube -video
Videoen viser tydeligt modtagelsen af et kantet bræt med dimensioner på 50×100 på en savemaskine af grundkonfigurationen.
Hjørnesavværker: savet træskæring
Cirkelsavværker, især ved brug af automatiske savbladrotationsmekanismer, betragtes som det mest acceptable og egnede udstyr til små og mellemstore savværker..
Ikke alle producenter kan levere råvarer af høj kvalitet til fremstilling af radialt savet træ. For eksempel af den simple årsag, at du stort set skal håndtere savklove af lav kvalitet og en diameter på 24-26 cm, men i praksis kan radialbrædder af god kvalitet laves af en diameter på mindst 32 cm uden at tage hensyn til kernen, knuder og andre fejl. Ideelt set opnås højkvalitets radialt savet træ af høj kvalitet kun ved brug af råmaterialer af høj kvalitet med en diameter på 38-40 cm. Eksklusivt i dette tilfælde er det tilrådeligt at bruge alle bjælkerne på radialbrædder i en bestemt sektion.
Ellers risikerer du at blive ejer af mange korte emner og affald, som følge heraf bliver produktionsomkostningerne høje, og produktionen bliver for arbejdskrævende og urentabel. Da hovedparten af producenterne ikke beskæftiger sig med deres egne råvarer, men med indkøbte, kender de på første hånd alle former for vanskeligheder forbundet med levering af råvarer til fremstilling af savet træ af høj kvalitet. Kun ved at optimere maskinernes ydeevne til hjørnesavning vil træarbejderen kunne behandle en sådan mængde materiale, der kan leveres og ikke bekymre sig om, at savværket vil stoppe med at fungere på grund af mangel på kvalitetsråvarer i det krævede volumen.
Gør-det-selv hjørnesavværk
Der er ingen tvivl om, at det cirkulære hjørnesavværk er et uundværligt udstyr for dem, der har knyttet deres liv til træforarbejdning og for dem, der planlægger at bygge et træhus med egne hænder i den nærmeste fremtid..
Fremstilling af udstyr til vinkelsavning på fabrikken er ikke en billig fornøjelse, hvilket betyder, at det er tilrådeligt at købe et vinkelsavværk til fabriksprisen for dem, for hvem den professionelle modtagelse af tømmer er den vigtigste indtægtskilde..
Men hvis du ikke er en forretningsmand, men du alligevel har brug for et savværk, så ville det bedste valg være at lave et vinkelrundt savværk med dine egne hænder. Samtidig kræver fremstillingsprocessen ikke store investeringer fra dig, men du bliver nødt til at vise snilde og tålmodighed for at udvikle en tegning af et vinkelsavværk, designe og forberede en vinkelsavindretning, individuelle dele og samlinger og en samling af en færdig struktur.

Højdepunkter ved at samle et hjemmelavet cirkelsavværk